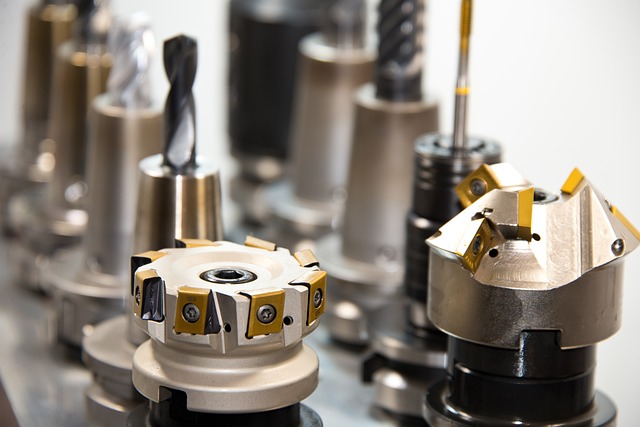
U podstaw swojego działania frezarka CNC wykonuje trywialnie proste zadanie – wrzeciono przenosi ruch obrotowy na narzędzia (najczęściej frezy palcowe), które za pomocą ostrzy skrawających wykonują ubytkową obróbkę przedmiotu obrabianego, pozwalając na uzyskanie wymaganego kształtu i cech technologicznych. Nie każdy frez palcowy jest jednak taki sam – różnią się one materiałem, z którego są wykonane, ilością ostrzy, geometrią, pokryciem oraz kształtem zakończenia, co oznacza, że poprawnie dobrana technologia obróbki wymaga od nas decyzji co do narzędzia, którym ta obróbka ma być wykonana. W dzisiejszym artykule postaram się przedstawić podstawy zastosowań, do których dobieramy frezy palcowe.
Frezarki konwencjonalne wykorzystywały zwykle frezy palcowe wykonane ze stali szybkotnącej, frezarka CNC najczęściej kojarzy nam się jednak z narzędziami wykonanymi z węglików spiekanych. Materiał, z którego wykonane są frezy palcowe, jest chyba najważniejszym czynnikiem determinującym wybór i wpływającym na wydajność – przyjmuje się, że prędkość skrawania (co wynikowo wpływa na czas obróbki), której używają frezy palcowe węglikowe jest 5-10 razy większa niż dla narzędzi ze stali szybkotnącej. Oznacza to, że właściwie wszystkie dzisiejsze zadania obróbkowe muszą korzystać z węglika spiekanego. Wielu producentów narzędzi frezy ze stali szybkotnącej pozostawiło w swoich katalogach głównie jako narzędzia specjalne i kształtowe, tak jak np. katalog Sartorius zawierający w sobie wiodących producentów, którego dystrybutorem w Polsce jest firma Abplanalp.
Frezy palcowe mogą posiadać bardzo szeroki zakres ilości ostrzy skrawających – od 1 do nawet kilkunastu, najczęściej jednak frezarka CNC używa narzędzi o ilości ostrzy w zakresie 2-6. Co do zasady materiały łatwoskrawalne, miękkie czy ciągliwe, takie jak tworzywa, drewno czy aluminium korzystają z rzadszej podziałki, stąd tam najczęściej stosujemy frezy dwuostrzowe. Przykładem takiego narzędzia mogą być frezy palcowe Van Hoorn AS2. Szerokie rowki wiórowe umożliwiają pracę z większym posuwem „na ząb”, dzięki łatwiejszemu odprowadzeniu wióra. Dla stali i typowych materiałów standardem są frezy palcowe trójostrzowe oraz czteroostrzowe – zwykle te i gęstszej podziałce stosujemy tam, gdzie odprowadzenie wióra jest proste (obrysy zewnętrzne, planowanie). Te o mniejszej ilości zębów w kieszeniach, rowkach czy otworach – tutaj typowy przykład to linie Van Hoorn RS3 i RS4. Frezarki CNC wykorzystujące narzędzia z dużą ilością ostrzy, służą albo do obróbek wykończeniowych (dzięki czemu możemy zastosować stosunkowo mały posuw „na ząb” utrzymując wysoki posuw minutowy) frezami Van Hoorn MS oraz do obróbki materiałów twardych (gdzie mała szerokość skrawania i posuw są wymagane z racji trudności w obróbce i duże rowki wiórowe pozostałyby niewykorzystane).
Kształt zakończenia narzędzia wpływa na zakres operacji, które możemy nim wykonać – typowe frezy palcowe zakończone „na ostro” lub częściej z bardzo małą fazą są frezami uniwersalnymi, których frezarka CNC używa najczęściej. Wersje z promieniem na krawędzi są zwykle bardziej wytrzymałe i mniej podatne na wykruszenie, dzięki czemu sprawdzają się przy obróbce materiałów bardziej wymagających lub dla obróbek kształtowych (jak np. linia Van Hoorn STR). Frezy palcowe kulowe BT (z pełnym zakończeniem półsferycznym) pozwalają, dzięki oprogramowaniu takiemu jak np. Esprit CAM, wykonać dowolne kształty swobodne, poprzez tak zwane wierszowanie powierzchni – wykonywanie wielu przejść w niedużej odległości od siebie, po krzywych stycznych do wymaganej powierzchni 3d.